Elastômeros em impressão 3D
A tecnologia de impressão 3D surgiu na década de 1980. Inicialmente usada para prototipagem rápida, essa tecnologia de manufatura aditiva evoluiu rapidamente. Hoje, as empresas estão cada vez mais utilizando a impressão 3D para produzir componentes funcionais para os usuários finais. Em um futuro próximo, será até possível usar impressoras 3D para fabricar produtos personalizados em escala industrial.
Além de oferecer benefícios únicos de fabricação, a impressão 3D é um processo de produção sustentável, pois minimiza o desperdício. Ao contrário da manufatura subtrativa, a manufatura aditiva (impressão 3D) utiliza apenas a quantidade de material necessária. Além disso, o desperdício de plásticos pode ser reciclado e usado para fabricar novos produtos.
Para aplicações que exigem propriedades semelhantes à borracha, a indústria de manufatura frequentemente usa elastômeros termoplásticos (TPEs) para impressão 3D. Recentemente, os TPEs também têm sido usados na manufatura aditiva como um aditivo aos materiais principais de impressão (como PLA e ABS). Os TPEs podem ser usados para fabricar bens de consumo, equipamentos esportivos e eletrônicos, bem como componentes para as indústrias automotiva e de construção. Os TPEs são adequados para uso como elastômeros de impressão 3D no processo de modelagem por deposição de filamento (FDM), na manufatura aditiva por pellet (PAM) e como pó no processo de sinterização a laser seletivo (SLS). O poliuretano termoplástico (TPU) é uma subcategoria de TPE. Assim como outros TPEs, ele pode ser processado preferencialmente em forma de filamento ou granulado.
Os TPEs são ideais para aplicações que requerem flexibilidade, durabilidade e resistência. A impressão 3D com TPEs é menos cara em comparação com outros materiais, como a impressão de silicone, e mais adequada para aplicações industriais em grande escala. Os TPEs podem ser usados tanto para prototipagem quanto para a fabricação de componentes para usuários finais. Produtos da Kuraray são particularmente adequados para o processamento adicional de PLA, acrilonitrila butadieno estireno (ABS) e policarbonato (PC).
Tipos de impressão 3D
A impressão 3D refere-se a várias tecnologias de manufatura aditiva nas quais os objetos são construídos camada por camada. Diferentes materiais são utilizados nesses processos, incluindo metal, areia, papel e, mais frequentemente, plásticos. Os três métodos mais comuns relacionados a elastômeros de impressão 3D são a impressão por FDM/PAM, SLA e SLS. A diferença está no formato dos materiais alimentados na máquina (líquido, fundido ou em pó).
Impressão por Filamento (FDM) e Pellet (PAM): São processos de extrusão onde os elastômeros de impressão 3D são derretidos para produzir o protótipo final. Impressão por Estereolitografia (SLA): É um processo de fotopolimerização em banho, onde um líquido ou resina é depositado em camadas para construir um objeto. Impressão por Sinterização Seletiva a Laser (SLS) é uma tecnologia de impressão 3D que utiliza um laser para fundir camadas de pó e formar uma peça final.
Portfílio de produtos da Kuraray para impressão 3D
O portfólio da Kuraray inclui TPEs específicos para a indústria e para o cliente para manufatura aditiva. Estes materiais oferecem resultados confiáveis, mesmo em condições de produção desafiadoras. Os elastômeros de impressão 3D da Kuraray possuem excelente elasticidade, propriedades de amortecimento, transparência e fluidez, além de maior elasticidade da resina. Materiais selecionados também podem ser usados como modificadores para polímeros bio-baseados, como PLA. As soluções de elastômeros para impressão 3D da Kuraray apresentam vantagens, bem como desafios, no que diz respeito ao processo de impressão.
Características e benefícios
- Material macio e flexível
- Melhora a resistência ao impacto e a fluidez do PLA, ABS e PC
- Alta clareza
- Vida útil mais longa
- Boa resistência ao impacto
- Melhor fluidez e eficiência
- Propriedades de superfície de toque suave
Limitações
Devido às propriedades físicas, térmicas e mecânicas inerentes aos elastômeros de impressão 3D, o processo de fabricação aditiva continua desafiador.
Pontos a considerar ao selecionar a tecnologia de impressão 3D mais adequada
Critérios chave que precisam ser considerados ao selecionar a tecnologia mais adequada para o processamento de elastômeros de impressão 3D incluem orçamento, requisitos mecânicos, alimentação do sistema, geometria das peças e aparência.
A impressão 3D pode ser a solução ideal para pequenas quantidades. Por outro lado, outros processos de fabricação podem ser mais adequados para produção em grande escala. Para componentes com geometrias funcionais complexas, a impressão 3D muitas vezes é a única opção.
A fim de selecionar o processo mais indicado, é preciso analisar os benefícios e restrições das várias tecnologias considerando as especificações principais do produto. Abaixo, oferecemos uma visão detalhada dos processos mais frequentes de impressão 3D para elastômeros.
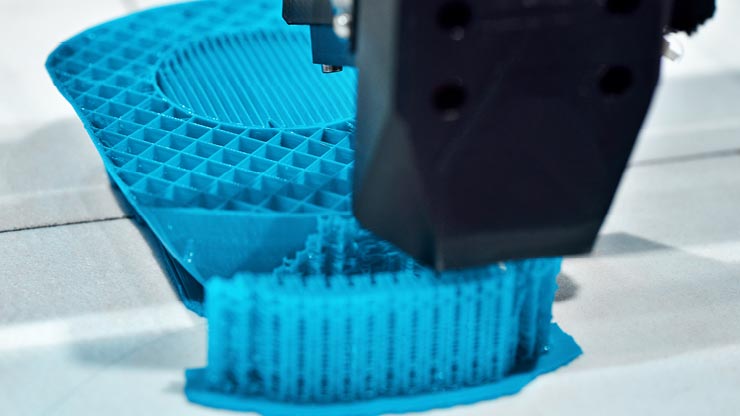
Impressão de filamento
A modelagem por fusão de deposição (FDM) é uma tecnologia de impressão 3D amplamente utilizada para produzir peças plásticas. Nesse processo de impressão com filamento, os elastômeros de impressão 3D são extrudidos e depositados, camada por camada, na plataforma de construção. O FDM é adequado para prototipagem rápida, modelagem econômica e aplicações onde alta precisão e qualidade de superfície não são essenciais.
O FDM é o método de impressão 3D mais econômico para a fabricação de peças termoplásticas personalizadas e protótipos. A alta disponibilidade dessa tecnologia reduz os prazos de entrega e a produção. Uma ampla gama de materiais termoplásticos está disponível para prototipagem e aplicações funcionais não comerciais. No entanto, o FDM é menos adequado para peças complexas, pois a resolução e precisão são inferiores às de outras tecnologias de fabricação aditiva. Além disso, os objetos produzidos com essa tecnologia podem apresentar estruturas de superfície visíveis e, portanto, podem exigir pós-processamento.
Em geral, quanto mais flexível for a resina de elastômero, mais lenta e difícil é a alimentação do processo de impressão com filamento.
Como funciona o processo FDM:
- Um carretel de elastômeros para impressão 3D é colocado na impressora. Este filamento de elastômero é aquecido dentro da cabeça de extrusão até a temperatura desejada ,e então é alimentado para a cabeça da extrusora e bico, onde derrete.
- A cabeça da extrusora é fixada em um sistema de eixo triplo. O material fundido é extrudido em finos filamentos que são depositados em camadas predefinidas sobre uma superfície, onde esfriam e solidificam. O resfriamento pode ser acelerado por um ventilador na cabeça da extrusora.
- Uma vez que uma camada está completa, a próxima camada é aplicada. O processo é repetido até que a peça esteja completa.

Impressão de pellets
A diferença entre a impressão com filamento e a impressão com pellets está no tipo de processo de extrusão. Na impressão com filamento, uma base de elastômero é alimentada através de uma engrenagem. Isso aplica pressão para pressionar os elastômeros de impressão 3D através de um bloco de aquecimento, onde ele derrete para que possa ser extrudado através de um bico. Nos extrusores de pellets, os pellets são alimentados por uma tremonha em um cilindro com várias zonas de aquecimento. Um mecanismo de rosca acionado por motor empurra os pellets através do cilindro até o bico do extrusor.

Características e benefícios
- Maior taxa de rendimento/deposição
- Muito mais opções de materiais, especialmente materiais muito macios
- Os pellets têm uma melhor relação custo-desempenho em comparação com os filamentos comuns
- Peças maiores podem ser produzidas
Impressão SLA
A estereolitografia (impressão SLA) é um processo industrial comum para a impressão 3D de elastômeros. Suas principais características incluem detalhes precisos, superfícies suaves, faixas de tolerância estreitas e boas propriedades mecânicas, como resistência ao clima, isotropia e flexibilidade. Os objetos acabados possuem uma estrutura de superfície de alta qualidade.
Este processo é amplamente utilizado no setor médico/odontológico, por exemplo, para produzir modelos anatômicos. Também é utilizado na produção de moldes para produção em massa, como brinquedos e joias.
Características e benefícios
- Produção de objetos de alta precisão com detalhes complexos
- Superfície muito lisa (ideal para protótipos visuais)
- Materiais especiais de SLA estão disponíveis (por exemplo, resinas transparentes, flexíveis e derramáveis)
Limitações
- Os objetos geralmente são frágeis, portanto, não são tão adequados para protótipos funcionais quanto outras técnicas de impressão 3D
- A aparência e as propriedades mecânicas dos objetos deterioram-se com o tempo se expostos à luz solar
- São necessárias estruturas de suporte
- É necessário pós-processamento
Como funciona a impressão SLA:
Uma impressora SLA de mesa típica contém um laser UV para curar cada camada do componente criado a partir de uma cuba contendo uma resina sensível à luz. Onde quer que o laser UV atinja a resina, o líquido cura.
Cada passagem do laser cria uma camada muito fina do objeto, que é unida à camada anterior (ou à plataforma de construção) e à base da cuba. A plataforma de construção é então abaixada pela espessura da camada, até que o processo de produção seja concluído.

Impressão SLS
Comparada à impressão SLA, a impressão por Sinterização Seletiva a Laser (SLS) ainda está em desenvolvimento para superar suas limitações tecnológicas em relação à impressão 3D com elastômeros. Embora a impressão SLS seja uma tecnologia comum na indústria, os procedimentos atuais tendem a aglomerar pós de base TPE. No entanto, em um futuro próximo, o processamento SLS que atenda aos altos padrões de qualidade dos fabricantes também estará disponível para a impressão 3D com elastômeros.
Características e benefícios
- Produção de peças funcionais e protótipos que exigem boas propriedades mecânicas
- O processo de impressão não requer nenhuma estrutura de suporte, o que permite aos fabricantes projetar objetos complexos
- Alta estabilidade mecânica
- Alta relação custo-desempenho, mesmo para lotes pequenos e médios
Limitações
- A impressão SLS requer pós-processamento e acabamento devido à superfície empoeirada e à porosidade interna
- Dependendo do tamanho e da espessura de um objeto, a super-sinterização pode levar à perda de pequenos detalhes ou furos
- Devido ao processo de sinterização, o encolhimento e a deformação são mais prováveis de ocorrer, dependendo da geometria do objeto
Como funciona a impressão SLS:
Um pó é aquecido abaixo do ponto de fusão dos elastômeros de impressão 3D. O laser escaneia uma seção transversal do modelo 3D e aquece o pó até o ponto de fusão do material, fazendo com que o pó se funda em um objeto sólido. Em seguida, a plataforma se move para baixo na câmara de construção por uma camada, e a nova camada é sinterizada de forma análoga. Isso se repete até que a última camada esteja fundida. Até lá, o pó não fundido sustenta o objeto impresso, por isso nenhuma estrutura de suporte adicional é necessária. Após isso, o objeto esfria na câmara de construção.

Impressão 3D – Oportunidades com KURARAY LIQUID RUBBER
Os grades curáveis por UV de KURARAY LIQUID RUBBER, UC-102M e UC-203M, podem ser usados para impressões muito macias ou como modificadores para resinas fotográficas à base de acrílico ou uretano, melhorando a resistência ao impacto das peças acabadas.
Essas classes curáveis por UV apresentam excelente desempenho, especialmente:
- Boas propriedades em baixas temperaturas (baixa Tg)
- Baixa taxa de encolhimento
- Boa absorção de umidade e resistência à permeabilidade
- Propriedades isolantes suficientes
- Propriedades adesivas suficientes

Contato